26 Сен
by admin
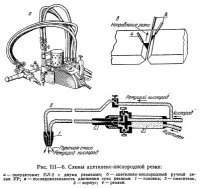
При электрошлаковой (автоматической) сварке расплавление металлов (основных и присадочного) происходит за счет тепла, выделяемого электрическим током большой силы при прохождении его через расплавленный флюс. В остальном флюс и электродная проволока играют такую же роль, как и при автоматической дуговой сварке. Схема электрошлаковой сварки представлена на рисунке III—4. Кромки свариваемых частей (I) перекрыты парой ползунов (2), […]
26 Сен
by admin
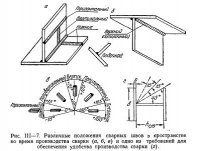
Автоматическую и полуавтоматическую сварку применяют на заводах, при сборке конструкций на стройках, а также при монтаже крупных листовых конструкций, для осуществления всех длинных швов, доступных для производства работ. Так, например, автоматическую и полуавтоматическую сварку швов в стык целесообразно выполнять при длине их более 0,5—1 м, а угловых швов — при длине более 1—2 м. В […]
26 Сен
by admin
Современная технология сварки позволяет получать сварные соединения с механическими свойствами не ниже аналогичных свойств свариваемой стали (см. табл. III—1). Схема заготовки для испытания механических свойств металла шва и сварного соединения представлена на рисунке III—8. Прочность сварных соединений, а следовательно, их расчетные сопротивления и допускаемые в них напряжения зависят от вида сварного шва и напряженного состояния […]
26 Сен
by admin
Конструкция стыков. Соединять элементы сваркой можно в стык, внахлестку, тавром и углом (рис. III—9). Для удобства передачи силовых потоков наиболее совершенными являются соединения в стык, так как в них меньше отклоняются силовые потоки, а следовательно, возникают наименьшие концентрации напряжений. Поэтому из всех сварных соединений под динамической нагрузкой лучше работают соединения в стык. Кроме того, эти […]
26 Сен
by admin
Типы соединений внахлестку и виды угловых швов. Соединение «нахлестку — это непосредственное наложение одного из соединяемых элементов на второй (рис. III—17,а, б) или наложение на соединяемые элементы накладок. Сварные швы, называемые угловыми, располагают в углах, образованных кромкой одного из элементов и пластью второго. Кроме угловых швов, применяемых наиболее часто, соединения внахлестку могут быть выполнены с […]
26 Сен
by admin
Соединения внахлестку прорезью, сплошным проваром и электропробками. Соединение широких элементов внахлестку с помощью фланговых швов иногда усиливают швами, укладываемыми в прорези. Швы в прорезях делают также для связи между собой листов широких пакетов для более слитной их работы. Швы в прорезях очень трудоемки и дороги. Кроме того, они вносят ослабление в соединяемые элементы. Поэтому применять […]
26 Сен
by admin
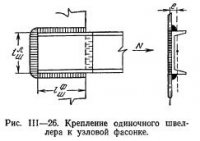
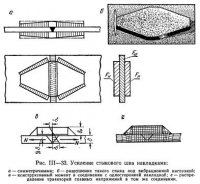
Соединение элементов, работающих на изгибающий момент (например, листов стенки составной балки), выполняют прямым или косым стыковым швом или с помощью пары сплошных накладок, приваренных угловыми швами без шва в стык (рис. III—34). Швы в стык, работающие на изгиб, рассчитывают как целое сечение по расчетным сопротивлениям, установленным для таких соединений. Если расчетное сопротивление растяжению стыкового шва […]
26 Сен
by admin
Области применения. Клепаные соединения известны давно. Однако широкое распространение при изготовлении строительных конструкций клепка получила лишь в конце первой четверти прошлого столетия, когда был освоен процесс продавливания отверстий. Процесс изготовления клепаных конструкций в высокой мере механизирован и автоматизирован, что обеспечивает хорошее качество клепаных соединений, высокую прочность их при значительной вязкости, относительно высокий предел выносливости при […]
26 Сен
by admin
Работа клепаных соединений. В работе клепаного соединения, препятствующего сдвигу соединяемых элементов, различают три стадии (рис. III—37). Первая стадия — упругая работа. При сокращении длины остывающего стержня заклепки последний очень плотно обжимает соединяемые элементы. Начальные растягивающие напряжения в стержне поставленной заклепки доходят до 2000—2200 кг/см2. В момент приложения усилия, стремящегося сдвинуть соединенные элементы один по отношению […]
26 Сен
by admin
Расчет клепаных соединений по усилию, действующему в прикрепляемом элементе. В обычных конструкциях необходимое количество заклепок в соединениях определяют по действующим максимальным силовым факторам, установленным расчетом (N, Q, М). Такой способ расчета клепаных соединений называют расчетом по действующему усилию. Количество заклепок nэ находят с учетом наименьшего значения несущей способности одной заклепки [Nз], определенного по работе на […]
Adblock
detector