26 Сен
by admin
Разновидности ребер жесткости Для повышения устойчивости пластинок металлических конструкций устанавливают негнущиеся ребра жесткости, которые при выпучивании пластинок остаются прямыми и создают для них дополнительные опорные закрепления. Негнущиеся ребра жесткости разбивают пластинку (обычно стенку, а иногда и сжатый пояс) на ряд полей меньших размеров. Деформации стенки внутри каждого такого поля рассматривают как самостоятельные. Уменьшение контурных размеров […]
26 Сен
by admin
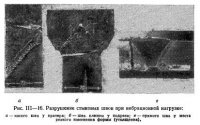
Стенка укреплена только поперечными (основными) ребрами Работа стенки в подкрановых и крановых одностенчатых балках осложнена тем, что давление колес передается от рельса и пояса непосредственно на стенку, вызывая в последней сжатие в вертикальном направлении — третий вид напряжений, так называемые местные напряжения — σм. Значение критической нагрузки, при которой происходит потеря устойчивости стенкой при совместном […]
26 Сен
by admin
Для соединения элементов металлических конструкций применяют сварку, клепку, постановку болтов и склеивание. При изготовлении стальных строительных конструкций наиболее широко пользуются электрической дуговой (автоматической, полуавтоматической и ручной) сваркой (рис. III—1). Значительно реже применяют для изготовления стальных конструкций электрическую автоматическую сварку сопротивлением (контактную — точечную, линейную и стыковую), электрошлаковую и газовую (кислородно-ацетиленовую). Перспективна ультразвуковая сварка. Склеивание стальных […]
26 Сен
by admin
Дуговая сварка — процесс молекулярного соединения свариваемых металлов вследствие местного нагрева их до жидкого состояния и введения жидкого присадочного металла. В результате смешивания расплавленных металлов (основного и присадочного) и совместной кристаллизации их получается новый более или менее однородный сплав, образующий шов. Этим сварка отличается от пайки и склейки, которые не образуют сплава металлов. В сварке […]
26 Сен
by admin
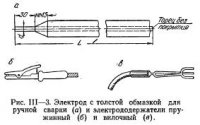
При дуговой сварке металл соединяемых элементов и электрода расплавляет электрическая дуга, возникающая между концом электрода и изделием. Источником тока служит либо сварочный трансформатор, дающий переменный ток, либо генератор постоянного тока. Процесс ручной сварки начинается с возбуждения электрической дуги, для чего сварщик легко прикасается к изделию концом электрода и быстро отводит его на 2—3 мм. Образовавшийся […]
26 Сен
by admin
В процессе автоматической сварки сварочная головка, имеющая полностью автоматизированное управление, перемещается вдоль шва и подает к месту сварки голую сварочную проволоку, при этом поддерживается постоянная длина дуги или постоянное напряжение. (Головка может быть неподвижной, тогда перемещаются в нужном направлении свариваемые детали.) Место сварки покрывают флюсом — порошкообразным веществом (или пастой) из специального бункера и шланга, […]
26 Сен
by admin
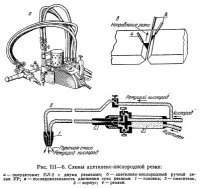
При электрошлаковой (автоматической) сварке расплавление металлов (основных и присадочного) происходит за счет тепла, выделяемого электрическим током большой силы при прохождении его через расплавленный флюс. В остальном флюс и электродная проволока играют такую же роль, как и при автоматической дуговой сварке. Схема электрошлаковой сварки представлена на рисунке III—4. Кромки свариваемых частей (I) перекрыты парой ползунов (2), […]
26 Сен
by admin
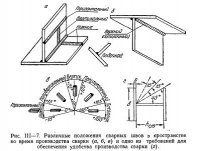
Автоматическую и полуавтоматическую сварку применяют на заводах, при сборке конструкций на стройках, а также при монтаже крупных листовых конструкций, для осуществления всех длинных швов, доступных для производства работ. Так, например, автоматическую и полуавтоматическую сварку швов в стык целесообразно выполнять при длине их более 0,5—1 м, а угловых швов — при длине более 1—2 м. В […]
26 Сен
by admin
Современная технология сварки позволяет получать сварные соединения с механическими свойствами не ниже аналогичных свойств свариваемой стали (см. табл. III—1). Схема заготовки для испытания механических свойств металла шва и сварного соединения представлена на рисунке III—8. Прочность сварных соединений, а следовательно, их расчетные сопротивления и допускаемые в них напряжения зависят от вида сварного шва и напряженного состояния […]
26 Сен
by admin
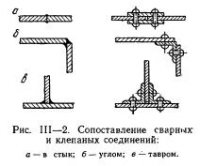
Конструкция стыков. Соединять элементы сваркой можно в стык, внахлестку, тавром и углом (рис. III—9). Для удобства передачи силовых потоков наиболее совершенными являются соединения в стык, так как в них меньше отклоняются силовые потоки, а следовательно, возникают наименьшие концентрации напряжений. Поэтому из всех сварных соединений под динамической нагрузкой лучше работают соединения в стык. Кроме того, эти […]
Adblock
detector